- Bạn chưa chọn sản phẩm nào
- Tiếp tục mua hàng

Mục lục
- Thép Nhúng Nóng Là Gì? (Hot-Dip Galvanized Steel)
- Tại sao phải mạ kẽm nhúng nóng thay vì sơn hoặc mạ điện phân?
- Thành phần lớp mạ kẽm và cơ chế tạo lớp hợp kim Fe–Zn
- Đặc điểm nổi bật của thép nhúng nóng so với các phương pháp bảo vệ khác
- Quy Trình Nhúng Nóng Thép (Hot-Dip Galvanizing Process)
- Ứng dụng của thép nhúng nóng trong thực tế
- Các Tiêu Chuẩn Thép Nhúng Nóng Thường Dùng – Độ Dày Lớp Kẽm Theo Quy Định
- So Sánh Thép Nhúng Nóng và Mạ Kẽm Điện Phân
- Lưu Ý Khi Sử Dụng Thép Nhúng Nóng
- Kết Luận
Trong các công trình xây dựng, hệ thống kết cấu thép luôn phải đối mặt với kẻ thù lớn nhất: ăn mòn. Khí hậu nóng ẩm, mưa nhiều, môi trường công nghiệp hóa chất, hay khu vực ven biển đều khiến thép nhanh chóng xuống cấp nếu không được bảo vệ đúng cách. Chính vì thế, các giải pháp chống ăn mòn ngày càng trở nên quan trọng để kéo dài tuổi thọ công trình, giảm chi phí bảo trì và đảm bảo an toàn vận hành.
Trong số nhiều công nghệ hiện có, mạ kẽm nhúng nóng (Hot-Dip Galvanizing) là giải pháp được đánh giá hiệu quả nhất và được sử dụng phổ biến trên toàn thế giới.
Thép Nhúng Nóng Là Gì? (Hot-Dip Galvanized Steel)
Thép nhúng nóng là loại thép được phủ một lớp kẽm bảo vệ bằng phương pháp nhúng toàn bộ sản phẩm vào bể kẽm nóng chảy ở nhiệt độ khoảng 450°C.
Trong quá trình này, kẽm liên kết với bề mặt thép thông qua phản ứng hóa học – vật lý để tạo thành lớp hợp kim Fe–Zn có độ bám dính cực cao.
Cấu trúc lớp phủ gồm:
- Lớp hợp kim kẽm – sắt (bền chắc, chống va đập)
- Lớp kẽm nguyên chất bên ngoài (chống ăn mòn, bảo vệ điện hóa)
Nhờ đó, thép nhúng nóng có tuổi thọ từ 20–60 năm, tùy môi trường sử dụng.
Tại sao phải mạ kẽm nhúng nóng thay vì sơn hoặc mạ điện phân?
Trong xây dựng và cơ khí, chống ăn mòn luôn là yếu tố quyết định tuổi thọ của công trình. Khi kết cấu thép thường xuyên tiếp xúc với nắng mưa, hơi muối hoặc hóa chất, các phương pháp bảo vệ thông thường như sơn phủ hay mạ điện phân khó đáp ứng được độ bền lâu dài. Đây là lý do mạ kẽm nhúng nóng (Hot-dip Galvanizing) trở thành lựa chọn ưu việt và được sử dụng rộng rãi trong công nghiệp hiện đại.
1. Độ bền vượt trội – hai lớp bảo vệ vững chắc
Lớp kẽm nhúng nóng có độ dày lớn gấp 5–10 lần so với sơn hoặc mạ điện phân. Quan trọng hơn, thép được bảo vệ theo hai cơ chế:
- Bảo vệ che phủ (Barrier Protection) – lớp kẽm cách ly thép khỏi môi trường.
- Bảo vệ điện hóa (Sacrificial Protection) – kẽm hi sinh để bảo vệ thép khi lớp phủ bị trầy xước.
Nhờ đó, thép vẫn an toàn ngay cả khi bị va đập hoặc mài mòn.
2. Chịu môi trường khắc nghiệt tốt hơn
Mạ nhúng nóng được thiết kế cho những điều kiện mà sơn khó tồn tại lâu dài, bao gồm:
- Khu vực biển, hơi mặn, gió biển.
- Khu công nghiệp hóa chất, môi trường ăn mòn cao.
- Công trình ngoài trời, nhà thép tiền chế, cầu đường.
Trong khi đó, sơn và mạ điện phân dễ bong tróc khi gặp tác động cơ học hoặc thời tiết thay đổi liên tục.
3. Độ bám dính cao – không bong tróc theo thời gian
Trong quá trình nhúng kẽm ở nhiệt độ cao, thép và kẽm tạo thành lớp hợp kim Fe–Zn, liên kết chặt vào bề mặt kim loại. Điều này giúp:
- Lớp phủ không bị bong, nứt trong quá trình sử dụng.
- Chịu va đập tốt hơn nhiều so với lớp sơn thông thường.
Lớp phủ trở thành một phần của thép, không chỉ là lớp vật liệu “bám ngoài”.
4. Ít bảo trì – tiết kiệm chi phí lâu dài
Thép mạ kẽm nhúng nóng có tuổi thọ 20–50 năm tùy môi trường, gần như không cần bảo dưỡng. Điều này giúp giảm đáng kể chi phí vận hành, sửa chữa so với sơn chỉ 2–5 năm phải sơn lại.
5. Bao phủ toàn diện – bảo vệ cả những vị trí khó tiếp cận
Quá trình nhúng ngập giúp kẽm phủ đều lên toàn bộ sản phẩm:
- Mặt trong ống
- Góc cạnh
- Khe hở nhỏ
Đây là ưu điểm mà sơn hoặc mạ điện phân không thể đạt được, vì thường bỏ sót các điểm khuất hoặc bề mặt bên trong.
Thành phần lớp mạ kẽm và cơ chế tạo lớp hợp kim Fe–Zn
Trong quá trình mạ kẽm nhúng nóng, thép không chỉ được phủ một lớp kẽm đơn thuần. Điều làm cho phương pháp này bền vượt trội chính là sự hình thành của lớp hợp kim Fe–Zn, giúp bám dính chắc chắn, chống ăn mòn lâu dài và có tuổi thọ gấp nhiều lần các phương pháp phủ bề mặt khác. Vậy lớp hợp kim này gồm những gì và được tạo ra như thế nào?
1. Thành phần các lớp mạ kẽm
Sau khi nhúng thép vào bể kẽm nóng chảy ở khoảng 450°C, trên bề mặt thép sẽ hình thành cấu trúc nhiều lớp gồm:
Lớp kẽm nguyên chất (η – Eta layer)
- Là lớp ngoài cùng.
- Có độ sáng bóng đặc trưng.
- Giúp bảo vệ bề mặt khỏi tác động môi trường bên ngoài.
Lớp hợp kim kẽm – sắt (Fe–Zn alloy layers)
Bao gồm nhiều tầng khác nhau, mỗi tầng có tỷ lệ kẽm và sắt riêng:
- Lớp ζ (Zeta): ~94% Zn – 6% Fe
- Lớp δ (Delta): ~90% Zn – 10% Fe
- Lớp Γ (Gamma): ~75% Zn – 25% Fe (tiếp xúc trực tiếp với thép nền)
Các lớp này cứng hơn thép thông thường, tạo khả năng chống va đập và chống bong tróc rất tốt.
Thép nền (Base Steel)
- Là lõi chịu lực của vật liệu.
- Các lớp Fe–Zn bám dính trực tiếp vào bề mặt thép thông qua phản ứng khuếch tán.
2. Cơ chế hình thành lớp hợp kim Fe–Zn
Quá trình tạo lớp mạ kẽm nhúng nóng xảy ra theo phản ứng khuếch tán giữa sắt (Fe) trong thép và kẽm (Zn) nóng chảy:
Bước 1 – Làm sạch bề mặt thép
- Tẩy dầu, tẩy rỉ, xử lý bề mặt.
- Mục tiêu: loại bỏ hoàn toàn tạp chất để đảm bảo phản ứng Fe–Zn diễn ra tối ưu.
Bước 2 – Nhúng thép vào bể kẽm nóng chảy
- Ở 450°C, nguyên tử Zn bắt đầu khuếch tán vào bề mặt thép.
- Đồng thời, Fe từ thép cũng khuếch tán ra ngoài.
Bước 3 – Tạo lớp hợp kim Fe–Zn
- Sự khuếch tán hai chiều tạo ra các lớp hợp kim Fe–Zn theo từng mức độ thâm nhập.
- Các lớp hợp kim này liên kết hóa học với thép, chứ không phải chỉ “bám dính” như sơn.
Bước 4 – Hình thành lớp kẽm nguyên chất ngoài cùng
- Khi đưa thép ra khỏi bể kẽm, Zn lỏng bám lại và đông đặc tạo thành lớp kẽm sáng bóng.
3. Tại sao lớp hợp kim Fe–Zn quan trọng?
- Độ bám dính cực cao: Các lớp hợp kim xuyên sâu vào thép → không bong tróc.
- Chống ăn mòn mạnh mẽ: Mỗi lớp đều góp phần bảo vệ vật liệu khỏi oxy, nước, hơi muối.
- Chịu va đập tốt: Lớp Fe–Zn cứng, chịu lực và chịu mài mòn hơn sơn hoặc kẽm điện phân.
- Tăng tuổi thọ: Thời gian bảo vệ có thể lên đến 20–70 năm tùy môi trường.
Đặc điểm nổi bật của thép nhúng nóng so với các phương pháp bảo vệ khác
Trong các công trình xây dựng, hạ tầng và sản xuất công nghiệp, ăn mòn kim loại luôn là vấn đề khiến chủ đầu tư đau đầu: giảm độ bền kết cấu, phát sinh chi phí bảo trì và ảnh hưởng nghiêm trọng đến tuổi thọ công trình.
Chính vì vậy, các giải pháp bảo vệ bề mặt như sơn, mạ điện phân, hay mạ kẽm nhúng nóng (Hot-Dip Galvanizing) luôn được đặt lên bàn cân so sánh. Trong số đó, thép nhúng nóng nổi lên như phương án hiệu quả và bền vững nhất hiện nay.
Dưới đây là những đặc điểm vượt trội giúp thép mạ kẽm nhúng nóng được ưa chuộng trong các dự án lớn nhỏ.
1. Lớp bảo vệ dày – độ bền vượt trội theo thời gian
Thép nhúng nóng tạo ra lớp kẽm dày gấp 5–10 lần so với sơn hoặc mạ điện phân.
Độ bền này giúp sản phẩm có khả năng chịu ăn mòn hàng chục năm, kể cả khi làm việc ngoài trời hoặc trong môi trường hóa chất.
Không chỉ đơn thuần là lớp phủ bên ngoài, lớp mạ nhúng nóng còn bám dính chặt nhờ cơ chế tạo hợp kim Fe–Zn, tăng khả năng chống va đập và hạn chế bong tróc – điều mà sơn khó đạt được.
2. Bảo vệ kép: Che phủ + bảo vệ điện hóa
Điểm nổi bật nhất của mạ nhúng nóng là hiệu ứng:
- Che phủ bề mặt: lớp kẽm bao bọc toàn bộ chi tiết, ngăn sự tiếp xúc của thép với không khí, nước và hóa chất.
- Bảo vệ điện hóa: khi bề mặt thép bị trầy xước, kẽm xung quanh đóng vai trò “hy sinh điện hóa”, tiếp tục bảo vệ phần thép lõi bên trong.
Nhờ cơ chế này, thép vẫn an toàn ngay cả khi có tổn thương bề mặt — điều mà sơn hoặc mạ điện phân không thể làm được.
3. Chịu môi trường khắc nghiệt cực tốt
Thép nhúng nóng hoạt động ổn định trong:
- Khu vực ven biển, hơi muối mặn
- Nhà máy hóa chất
- Công trình cầu đường, ngoài trời
- Nhà xưởng thép tiền chế, cột đèn, lan can, máng cáp
Trong khi đó, sơn dễ bong tróc khi gặp tia UV, nước mưa hoặc va chạm; còn mạ điện phân chỉ phù hợp môi trường nhẹ, độ bền kém hơn rõ rệt.
4. Độ bám dính cao – không bong tróc
Trong quá trình nhúng nóng, kẽm và thép phản ứng tạo thành lớp hợp kim Fe–Zn, vì vậy:
- Lớp kẽm trở thành một phần của thép
- Không bị bong khi va đập
- Hoạt động bền bỉ dưới tác động cơ học
Nhờ đó, thép nhúng nóng thích hợp cho các kết cấu chịu tải trọng hoặc rung động cao.

5. Ít bảo trì – tối ưu chi phí lâu dài
Thép mạ kẽm nhúng nóng có tuổi thọ từ 20–60 năm tùy môi trường.
Những công trình sử dụng phương pháp này gần như không cần bảo trì, giúp:
- Giảm chi phí thi công lại
- Hạn chế gián đoạn công trình
- Tối ưu chi phí vòng đời sản phẩm
Sơn hoặc mạ điện phân thường phải kiểm tra và sơn lại định kỳ, gây tốn kém.
6. Bao phủ toàn diện – kể cả góc khuất
Do kết cấu nhúng ngập hoàn toàn, kẽm có thể phủ đều lên:
- Mặt trong ống thép
- Các cạnh sắc
- Khe hở nhỏ
- Các vị trí khó tiếp cận
Trong khi đó, sơn hay mạ điện phân thường bỏ sót những vùng khuất, dẫn đến ăn mòn cục bộ.
Quy Trình Nhúng Nóng Thép (Hot-Dip Galvanizing Process)
Công nghệ mạ kẽm nhúng nóng là phương pháp phủ kẽm hiệu quả nhất hiện nay để bảo vệ thép và kim loại khỏi ăn mòn. Quy trình này tuân theo các tiêu chuẩn quốc tế như ASTM A123, ISO 1461, đảm bảo tạo ra lớp mạ bền, đồng đều và có tuổi thọ vượt trội. Dưới đây là mô tả từng bước theo đúng kỹ thuật.
1. Tẩy dầu mỡ (Degreasing)
Ở bước đầu tiên, thép được đưa vào dung dịch kiềm hoặc các chất tẩy chuyên dụng để loại bỏ hoàn toàn dầu mỡ, bụi bẩn và lớp màng hữu cơ bám trên bề mặt. Đây là điều kiện quan trọng giúp các bước xử lý kế tiếp đạt hiệu quả cao, tạo bề mặt sạch trước khi mạ.
2. Rửa nước (Rinsing)
Sau khi tẩy dầu, vật liệu được rửa bằng nước sạch nhằm loại bỏ hoàn toàn dung môi và tạp chất còn sót lại. Quá trình rửa giúp ngăn ngừa hiện tượng nhiễm bẩn chéo giữa các bể xử lý.
3. Tẩy gỉ bằng axit (Pickling)
Thép được ngâm trong dung dịch HCl hoặc H₂SO₄ để tẩy bỏ lớp gỉ sét, oxit kim loại và cặn bám cứng đầu. Khi hoàn tất bước này, bề mặt thép trở lại trạng thái sạch hoàn toàn, sẵn sàng tạo liên kết với lớp kẽm.
4. Rửa lại nước (Rinsing)
Sau tẩy gỉ, thép tiếp tục được rửa bằng nước để trung hòa axit và làm sạch bề mặt trước khi xử lý thông lượng. Việc rửa kỹ giúp lớp mạ kẽm bám chắc và đồng đều.
5. Xử lý thông lượng (Fluxing)
Thép được nhúng vào dung dịch ZnCl₂ – NH₄Cl nhằm tạo lớp “thông lượng” mỏng giúp chống oxy hóa tạm thời. Lớp này có vai trò kích hoạt bề mặt kim loại và hỗ trợ quá trình phản ứng giữa thép và kẽm nóng chảy, giúp lớp mạ bám dính mạnh hơn.

6. Nhúng kẽm nóng (Hot-Dip Galvanizing)
Đây là bước quan trọng nhất. Thép được nhúng hoàn toàn vào bể kẽm nóng chảy ở nhiệt độ khoảng 450°C.
Tại đây xảy ra phản ứng khuếch tán tạo thành lớp hợp kim Fe–Zn gồm nhiều lớp: Gamma, Delta, Zeta và lớp kẽm nguyên chất Eta bên ngoài. Kết quả là bề mặt thép được bao phủ bởi lớp mạ dày, chắc, chống ăn mòn cực tốt.
7. Làm nguội (Quenching)
Sau khi nhúng kẽm, sản phẩm được làm nguội bằng nước hoặc không khí tùy theo yêu cầu kỹ thuật. Bước này giúp cố định cấu trúc lớp mạ, đảm bảo màu sắc và độ cứng ổn định.
8. Kiểm tra lớp mạ (Inspection)
Cuối cùng, sản phẩm được kiểm tra theo các tiêu chuẩn như ASTM A123, ISO 1461 để đảm bảo:
- Độ dày lớp mạ đạt yêu cầu
- Lớp kẽm bám chắc, không bong tróc
- Bề mặt đồng đều, không khuyết tật
- Khả năng chống ăn mòn vượt trội
Ứng dụng của thép nhúng nóng trong thực tế
Thép mạ kẽm nhúng nóng được đánh giá là giải pháp bảo vệ kim loại bền vững nhất hiện nay, nhờ khả năng chống ăn mòn vượt trội, tuổi thọ dài và phù hợp với nhiều điều kiện môi trường khắc nghiệt. Chính vì vậy, vật liệu này được ứng dụng rộng rãi trong hầu hết các lĩnh vực xây dựng – công nghiệp – hạ tầng.
1. Công trình xây dựng và kết cấu thép
- Nhà xưởng, nhà thép tiền chế
- Khung kết cấu thép, giàn mái, dầm – cột
- Lan can, cầu thang, giàn giáo, thang cáp
Những vị trí này thường chịu tác động của thời tiết và tải trọng, vì vậy lớp kẽm nhúng nóng giúp tăng độ bền và giảm chi phí bảo trì.
2. Cột điện và hệ thống chiếu sáng
- Cột điện trung – cao thế
- Cột đèn đường, đèn sân vườn
- Khung treo thiết bị chiếu sáng ngoài trời
Lớp mạ kẽm giúp các cấu kiện chịu tốt môi trường mưa nắng, hạn chế rỉ sét theo thời gian.

3. Thép hộp – thép ống – thép hình dùng ngoài trời
- Thép hộp mạ kẽm nhúng nóng
- Thép ống chịu lực
- Thép hình I, H, U, V
Nhờ khả năng chống ăn mòn cực tốt, thép mạ nhúng nóng được ưu tiên trong các công trình dân dụng, thương mại và công nghiệp.
4. Hạ tầng giao thông
- Lan can cầu (guardrail)
- Cầu đường thép
- Trụ biển báo, hàng rào chắn xe
- Kết cấu thép cho đường cao tốc
Những công trình này yêu cầu tuổi thọ cao và khả năng chịu môi trường ngoài trời liên tục, do đó mạ kẽm nhúng nóng là lựa chọn tối ưu.
5. Ngành năng lượng
- Hệ thống giá đỡ pin mặt trời (solar mounting structure)
- Kết cấu trụ turbine gió
- Thiết bị phụ trợ trong nhà máy điện
Thép nhúng nóng giúp đảm bảo độ bền trong điều kiện nắng gắt, gió biển và công trình quy mô lớn.
6. Công nghiệp chế tạo – vận tải
- Bồn chứa, silo, tank công nghiệp
- Thùng xe tải, rơ-moóc
- Hệ thống đường ống dẫn chất lỏng, khí
- Giá kệ, khung máy
Lớp mạ kẽm dày, bền và không bong tróc giúp kéo dài tuổi thọ thiết bị.
Các Tiêu Chuẩn Thép Nhúng Nóng Thường Dùng – Độ Dày Lớp Kẽm Theo Quy Định
Trong ngành xây dựng và cơ khí, việc tuân thủ tiêu chuẩn mạ kẽm nhúng nóng là yếu tố quyết định để đảm bảo tính bền vững, tuổi thọ và khả năng chống ăn mòn của vật liệu. Hiện nay, những tiêu chuẩn phổ biến nhất trên thế giới gồm ASTM, ISO, BS EN, JIS và hệ thống TCVN của Việt Nam. Mỗi tiêu chuẩn quy định rất rõ về yêu cầu kỹ thuật, quy trình và độ dày lớp kẽm sau khi mạ.
1. ASTM A123 / A153 (Hoa Kỳ)
ASTM A123 – Mạ kẽm nhúng nóng cấu kiện thép
Áp dụng cho:
- Cấu kiện thép kết cấu
- Thép hình, thép bản mã
- Khung kết cấu, phụ kiện cầu đường, nhà thép
Yêu cầu độ dày lớp kẽm (trung bình):
| Độ dày thép cơ bản | Lớp kẽm yêu cầu |
| ≥ 6 mm | 85 µm |
| 3–6 mm | 75 µm |
| < 3 mm | 55 µm |
ASTM A153 – Mạ kẽm nhúng nóng bulong, ốc vít
Áp dụng cho bulong, đai ốc, phụ kiện rời.
Độ dày lớp kẽm (tham khảo): 40 – 86 µm tùy loại chi tiết.
2. BS EN ISO 1461 (Châu Âu & Quốc tế)
Tiêu chuẩn ISO 1461 được dùng rộng rãi tại EU và nhiều quốc gia.
Áp dụng cho:
- Thép ống, thép hộp, lan can
- Giàn giáo, cột đèn, thang cáp
- Kết cấu thép ngoài trời
Độ dày lớp kẽm theo ISO 1461:
| Độ dày thép cơ bản | Lớp kẽm tối thiểu |
| ≥ 6 mm | 70 µm |
| 3–6 mm | 55 µm |
| < 3 mm | 45 µm |
ISO 1461 có yêu cầu thấp hơn ASTM A123 một chút, nhưng vẫn đảm bảo tiêu chuẩn quốc tế về độ bền và khả năng chống ăn mòn.
3. JIS H8641 (Nhật Bản)
Áp dụng rộng rãi trong:
- Nhà xưởng tiêu chuẩn Nhật Bản
- Cột điện, lan can, giàn đỡ solar
- Thiết bị công nghiệp
Độ dày lớp mạ theo JIS H8641 (loại HDZ):
| Loại mạ | Độ dày lớp kẽm |
| HDZ55 | ≥ 55 µm |
| HDZ75 | ≥ 75 µm |
| HDZ100 | ≥ 100 µm |
4. Tiêu chuẩn Việt Nam TCVN
Việt Nam tham chiếu chủ yếu từ ISO 1461 và ASTM A123.
Một số TCVN liên quan:
- TCVN 12518: Mạ kẽm nhúng nóng – yêu cầu kỹ thuật
- TCVN 5408: Sơn và bảo vệ kim loại – có liên quan
- TCVN 9505: Vật liệu mạ kẽm phủ nhúng
Độ dày lớp kẽm yêu cầu:
Chủ yếu tương đương ISO 1461 (45–70 µm) tùy độ dày thép.
Bảng So Sánh Nhanh Các Tiêu Chuẩn Mạ Kẽm Nhúng Nóng
| Tiêu chuẩn | Đặc điểm | Độ dày lớp kẽm |
| ASTM A123 | Dày nhất, bền nhất | 55 – 85 µm |
| ISO 1461 | Phổ biến nhất | 45 – 70 µm |
| JIS H8641 | Chia cấp rõ ràng | 55 – 100 µm |
| TCVN | Tương đương ISO | 45 – 70 µm |
Kết luận – Tiêu chuẩn nào tốt nhất?
- ASTM A123 → dày nhất, chống ăn mòn mạnh nhất, phù hợp công trình biển, cầu đường, solar farm, nhà thép nặng.
- ISO 1461 / TCVN → phổ biến và dễ áp dụng, đáp ứng hầu hết công trình dân dụng & công nghiệp.
- JIS H8641 → được ưa chuộng trong các dự án tiêu chuẩn Nhật Bản hoặc thiết bị công nghiệp yêu cầu độ bám cao.
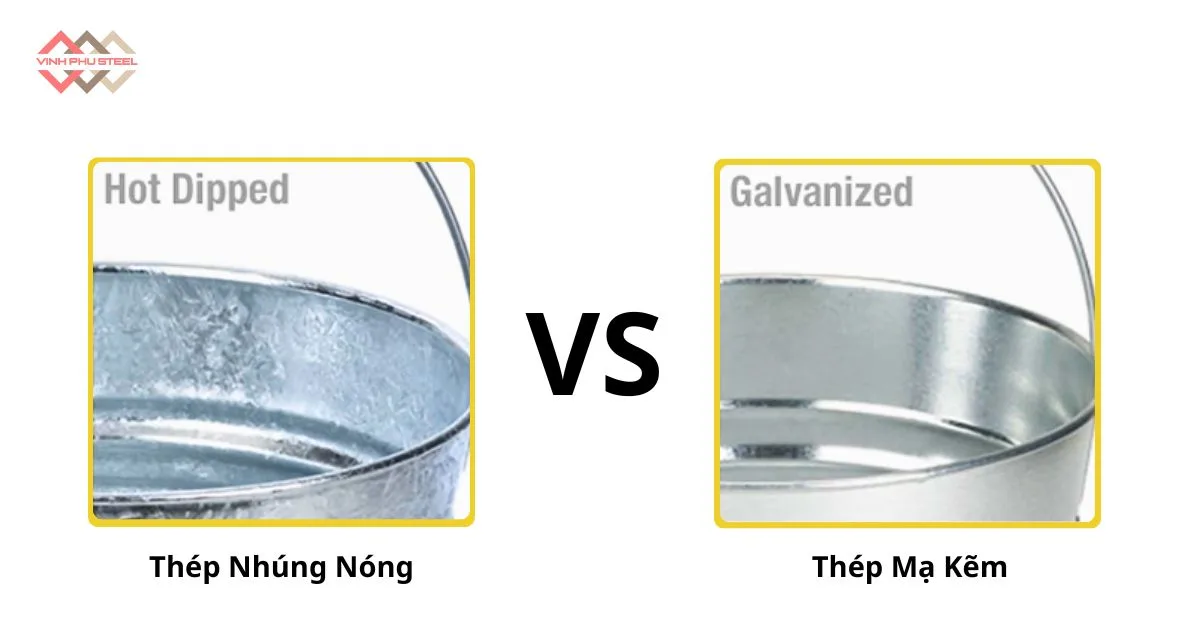
So Sánh Thép Nhúng Nóng và Mạ Kẽm Điện Phân
Trong lĩnh vực bảo vệ kim loại chống ăn mòn, hai công nghệ phổ biến nhất hiện nay là mạ kẽm nhúng nóng (Hot-Dip Galvanizing) và mạ kẽm điện phân (Electro-Galvanizing). Mặc dù đều tạo ra lớp kẽm bảo vệ bề mặt thép, nhưng hiệu quả, độ bền và chi phí của hai phương pháp lại hoàn toàn khác nhau. Hiểu rõ sự khác biệt sẽ giúp chủ đầu tư, nhà thầu và các đơn vị sản xuất lựa chọn giải pháp phù hợp nhất cho từng công trình.
1. Sự Khác Biệt Về Quy Trình và Lớp Mạ
Mạ Kẽm Nhúng Nóng (Hot-Dip Galvanizing)
- Thép được nhúng trực tiếp vào bể kẽm nóng chảy ở 450°C.
- Lớp mạ gồm nhiều lớp hợp kim Fe–Zn kết dính chặt, sau cùng là lớp kẽm nguyên chất.
- Độ dày lớp mạ: 50–120 µm (thậm chí lên đến 200 µm tùy tiêu chuẩn).
- Tạo lớp bảo vệ kép: che phủ + bảo vệ điện hóa.
Mạ Kẽm Điện Phân (Electro-Galvanizing)
- Sử dụng dòng điện để kết tủa kẽm lên bề mặt thép.
- Lớp mạ mỏng, chủ yếu là kẽm nguyên chất, ít lớp hợp kim.
- Độ dày lớp mạ: 5–20 µm (mỏng gấp 5–10 lần nhúng nóng).
- Chủ yếu bảo vệ bằng cơ chế phủ bề mặt.
2. So Sánh Độ Bền và Chống Ăn Mòn
Thép Nhúng Nóng
- Chống ăn mòn tốt trong môi trường khắc nghiệt: ven biển, hoá chất, ngoài trời.
- Lớp hợp kim Fe–Zn bám chặt vào thép, không bong tróc, chịu va đập mạnh.
- Ngay cả khi trầy xước nhẹ, lớp kẽm vẫn tiếp tục bảo vệ phần thép bên dưới nhờ điện hóa.
Mạ Điện Phân
- Phù hợp môi trường khô ráo, trong nhà.
- Lớp kẽm mỏng nên dễ bị oxy hóa khi tiếp xúc nước, hơi muối hoặc hóa chất.
- Dễ bong tróc khi va đập hoặc tác động cơ học.
3. Khả Năng Bao Phủ Bề Mặt
Nhúng Nóng
- Kẽm phủ đều toàn bộ bề mặt thép:
- Góc cạnh
- Bề mặt trong ống
- Khe hở
- Đây là ưu điểm vượt trội mà sơn và mạ điện phân không làm được.
Điện Phân
- Lớp mạ phụ thuộc vào dòng điện → khó phủ đều, nhất là góc khuất hoặc bề mặt bên trong.
4. Tuổi Thọ và Chi Phí Vận Hành
| Tiêu chí | Nhúng Nóng | Điện Phân |
| Tuổi thọ | 20–50 năm | 1–5 năm |
| Bảo trì | Gần như không cần | Cần sơn/phủ lại định kỳ |
| Chi phí ban đầu | Cao hơn | Thấp hơn |
| Chi phí vòng đời | Thấp | Cao do bảo trì |
Thép mạ nhúng nóng tiết kiệm chi phí tổng thể, đặc biệt cho công trình sử dụng lâu dài.
5. Khi Nào Nên Chọn Mỗi Loại?
Nên chọn Thép Nhúng Nóng khi:
- Công trình ngoài trời, tiếp xúc thời tiết.
- Khu vực ven biển hoặc môi trường muối, axit, bazơ.
- Kết cấu thép lớn, yêu cầu tuổi thọ 20–50 năm.
- Công trình giao thông, cơ khí nặng, năng lượng.
Nên chọn Mạ Kẽm Điện Phân khi:
- Sản phẩm nhỏ, yêu cầu bề mặt mịn, thẩm mỹ cao: ốc vít, linh kiện.
- Ứng dụng trong nhà.
- Yêu cầu chi phí ban đầu thấp.
- Lớp mạ mỏng đủ dùng và không cần độ bền quá lớn.
Lưu Ý Khi Sử Dụng Thép Nhúng Nóng
Khi thi công và ứng dụng vật liệu thép nhúng nóng (Hot-Dip Galvanized Steel), việc tuân thủ các lưu ý kỹ thuật giúp đảm bảo tuổi thọ lớp mạ, hạn chế lỗi phát sinh và tối ưu hiệu quả chống ăn mòn. Dưới đây là những điểm quan trọng cần nắm vững.
1. Các điểm cần kiểm tra trong quá trình thi công
Để thép nhúng nóng phát huy tối đa khả năng chống gỉ, cần kiểm tra kỹ trước và trong thi công:
- Kiểm tra độ dày lớp kẽm theo tiêu chuẩn (ASTM A123, ISO 1461…).
- Quan sát bề mặt: không được có bong tróc, rỗ khí, bám tro, thiếu kẽm.
- Kiểm tra mối hàn trước khi mạ: mối hàn phải sạch, không lẫn xỉ để lớp kẽm bám đều.
- Kiểm tra kích thước lỗ thoát khí – thoát kẽm: đặc biệt với thép hộp, thép ống, để tránh hiện tượng phồng hoặc nổ khi nhúng.
- Xác định môi trường làm việc: hơi muối, hóa chất, ngoài trời… để đảm bảo lớp mạ đáp ứng yêu cầu.
- Kiểm tra vị trí lắp ghép: hạn chế khoan, cắt sau khi mạ; nếu bắt buộc phải xử lý bằng kẽm nguội (cold-galvanizing).
2. Cách bảo quản và vận chuyển thép nhúng nóng
Bảo quản đúng kỹ thuật giúp lớp kẽm bền và không bị oxy hóa sớm:
- Để nơi khô ráo, thoáng khí, tránh đọng nước lâu ngày.
- Xếp đặt có đệm lót để hạn chế trầy xước cơ học trên bề mặt.
- Không phủ bạt kín 100% ngoài trời, vì hơi ẩm bị giữ lại dễ tạo vết trắng (white rust).
- Tránh tiếp xúc trực tiếp với hóa chất, đặc biệt acid hoặc kiềm mạnh.
- Khi vận chuyển đường dài, cố định chắc chắn để thép không va chạm trực tiếp vào nhau.
- Không xếp chồng quá nặng đối với các cấu kiện mỏng để tránh biến dạng.
3. Những lỗi thường gặp trong quá trình mạ nhúng nóng
Trong sản xuất và thi công, một số lỗi có thể xuất hiện nếu quy trình không chuẩn:
– Lỗi 1: Lớp mạ không đều
Nguyên nhân: bề mặt thép còn dầu mỡ, gỉ hoặc cấu trúc thép không đồng nhất.
Khắc phục: tẩy rửa sạch trước khi mạ, tuân thủ đúng quy trình pickling và fluxing.
– Lỗi 2: Xuất hiện vết trắng (white rust)
Nguyên nhân: bảo quản nơi ẩm, bí hơi hoặc nước đọng trên bề mặt.
Khắc phục: để thông thoáng, phơi khô tự nhiên; với trường hợp nặng có thể xử lý bằng dung dịch bảo vệ kẽm.
– Lỗi 3: Bong tróc tại mép cắt hoặc mối nối
Nguyên nhân: cắt – khoan sau khi mạ mà không xử lý lại.
Khắc phục: phủ kẽm nguội (cold galvanizing) hoặc sơn kẽm đặc chủng.
– Lỗi 4: Kẽm đọng dày ở góc cạnh
Nguyên nhân: tốc độ nhúng – rút không đồng đều, cấu kiện có khe nhỏ.
Khắc phục: thiết kế thoát kẽm hợp lý và điều chỉnh lại kỹ thuật nhúng.
Kết Luận
Thép nhúng nóng là giải pháp bảo vệ kim loại vượt trội nhờ lớp mạ kẽm dày, bền và bám dính cao, giúp chống ăn mòn hiệu quả trong mọi điều kiện thời tiết và môi trường công nghiệp khắc nghiệt. Với quy trình mạ tiêu chuẩn, lớp hợp kim Fe–Zn hình thành chắc chắn, đảm bảo tuổi thọ kéo dài hàng chục năm, giảm tối đa chi phí bảo trì.
Nhờ độ bền cao, khả năng bao phủ toàn diện và hiệu suất kinh tế vượt trội, thép mạ kẽm nhúng nóng luôn được ưu tiên trong xây dựng, hạ tầng giao thông, năng lượng, nhà thép tiền chế và các công trình ngoài trời. Đây là lựa chọn tối ưu cho những dự án yêu cầu độ bền – an toàn – hiệu quả dài hạn.
>> Xem thêm thông tin những Bài viết & Blogs chuyên ngành hữu ích khác tại đây