- Bạn chưa chọn sản phẩm nào
- Tiếp tục mua hàng





Máy Cán Rãnh Ống Điện WPT – Roll Groove Dimensions WPT
Thép Vinh Phú chuyên phân phối chính hãng Máy Cán Rãnh Ống Điện giá tốt nhất hiện nay. Giao hàng nhanh chóng trên toàn quốc.
Thông Số Kỹ Thuật Máy Cán Rãnh Ống Điện WPT:
- Thương hiệu: WPT – Trung Quốc
- Sản phẩm: Máy cán rãnh, máy tạo rãnh, máy lăn rãnh ống
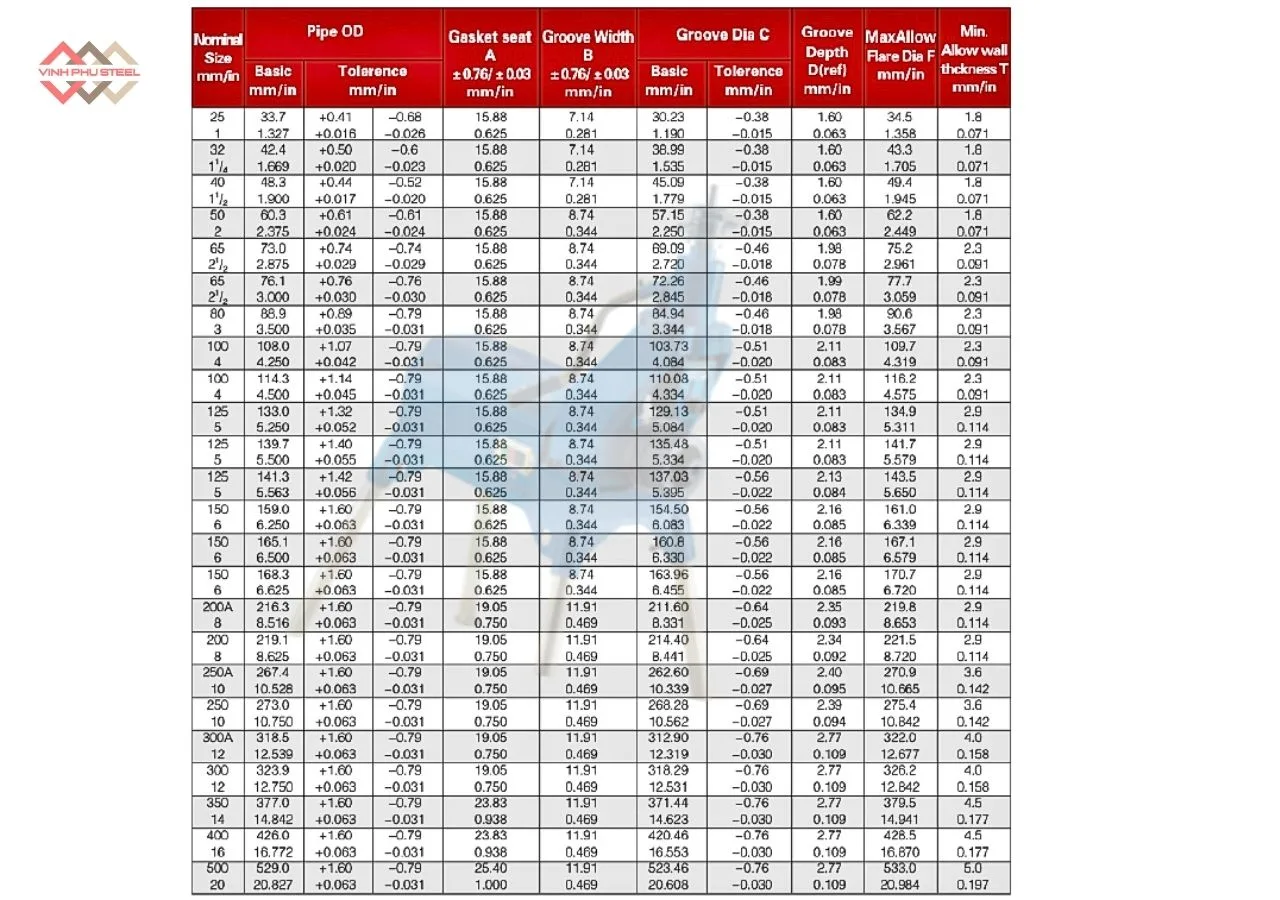
- OD (đường kính ống thép tạo rãnh): DN25 – DN500 (~33.7 – 529mm)
- B (độ rộng tạo rãnh): 7.14 – 11.91mm
- D (độ sâu tạo rãnh): 1.60 – 2.77mm
- C (đường kích tạo rãnh): 30.32 – 523.46mm
- A (khoảng cách từ đầu tới rãnh): 15.88 – 25.40mm
- Áp lực làm việc: 2.07 Mpa (300 PSI)
- Ứng dụng: Ống thép các loại.
- Nhà phân phối: Thép Vinh Phú
Mô tả
Trong các công trình cơ điện, hệ thống PCCC hay các dự án hạ tầng, máy cán rãnh ống điện đóng vai trò quan trọng trong việc gia công ống, giúp tạo rãnh nhanh chóng, chính xác và đồng đều. Tuy nhiên, nhiều đơn vị thi công vẫn chưa nắm rõ về cấu tạo, chức năng cũng như lợi ích khi sử dụng thiết bị này. Chính vì vậy, bài viết được thực hiện nhằm cung cấp thông tin chi tiết về máy cán rãnh ống điện, từ thông số kỹ thuật, cách sử dụng, ưu điểm cho đến ứng dụng thực tế.
Máy cán rãnh ống điện WPT là dong máy tạo rãnh ống được sản xuất từ thương hiệu uy tín WPT – Trung Quốc.

Máy Cán Rãnh Ống Điện WPT
Máy cán rãnh ống điện hay còn gọi là máy tạo rãnh ống thép, là thiết bị chuyên dụng dùng để tạo rãnh (groove) lên đầu ống thép. Tạo các rãnh giúp cho việc kết nối ống với phụ kiện rãnh (như khớp nối, cút rãnh, tee rãnh…) được chắc chắn, nhanh chóng và an toàn mà không cần hàn hoặc ren.
Thông Số Kỹ Thuật Máy Cán Rãnh Ống Điện WPT
- Thương hiệu: WPT – Trung Quốc
- Sản phẩm: Máy cán rãnh, máy tạo rãnh, máy lăn rãnh ống
- OD (đường kính ống thép tạo rãnh): DN25 – DN500 (~33.7 – 529mm)
- B (độ rộng tạo rãnh): 7.14 – 11.91mm
- D (độ sâu tạo rãnh): 1.60 – 2.77mm
- C (đường kích tạo rãnh): 30.32 – 523.46mm
- A (khoảng cách từ đầu tới rãnh): 15.88 – 25.40mm
- Áp lực làm việc: 2.07 Mpa (300 PSI)
- Ứng dụng: Ống thép các loại.
- Nhà phân phối: Thép Vinh Phú
Cấu tạo của Máy Cán Rãnh Ống Điện WPT
Máy cán rãnh ống điện là thiết bị chuyên dụng để tạo rãnh trên ống thép, giúp kết nối nhanh với các phụ kiện rãnh. Cấu tạo cơ bản của máy bao gồm các thành phần chính sau:
-
Thân máy (Body)
- Là phần khung chính của máy, thường làm bằng thép hợp kim chắc chắn.
- Chịu lực ép của bánh cán và bảo vệ các bộ phận cơ khí bên trong.
- Thiết kế nhỏ gọn, dễ di chuyển và ổn định khi vận hành.
-
Động cơ (Motor)
- Máy điện sử dụng động cơ điện.
- Máy thủy lực dùng xi lanh hoặc bơm thủy lực tạo lực ép lên bánh cán.
- Động cơ đảm bảo máy vận hành mạnh mẽ nhưng êm, ổn định.
-
Bánh cán (Rollers / Grooving Rollers)
- Gồm bánh cán trên và bánh cán dưới, tiếp xúc trực tiếp với ống để tạo rãnh.
- Thép hợp kim cứng, mài chính xác để đảm bảo rãnh tròn, đồng đều.
- Có thể điều chỉnh độ sâu và vị trí rãnh (fine adjustment).
-
Hệ thống điều chỉnh và dẫn hướng
- Bao gồm vít, thanh dẫn hướng hoặc cơ cấu căn chỉnh để giữ ống cố định và định vị rãnh.
- Giúp rãnh đạt tiêu chuẩn kích thước, vị trí chính xác.
-
Bảng điều khiển / công tắc vận hành
- Máy điện có công tắc ON/OFF, một số model có nút đảo chiều và điều chỉnh tốc độ.
- Máy thủy lực có van điều khiển lực ép.
-
Phụ kiện đi kèm
- Thước đo và cữ rãnh, bộ chìa mở bánh cán, dụng cụ căn chỉnh.
- Một số model có tay cầm, bánh xe để di chuyển dễ dàng trên công trường.

Nguyên lý hoạt động của Máy Cán Rãnh Ống Điện WPT
Máy cán rãnh ống điện hoạt động dựa trên nguyên lý ép cơ học hoặc ép thủy lực để tạo rãnh trên bề mặt ống, giúp các ống thép luồn dây điện, ống PCCC hoặc ống cơ điện dễ dàng kết nối với phụ kiện rãnh mà không cần hàn hoặc tiện ren.
Cơ chế vận hành cơ bản:
-
Cố định ống
- Ống được đặt giữa bánh cán trên và bánh cán dưới.
- Hệ thống dẫn hướng và cữ giữ ống giúp giữ ống cố định, tránh lệch tâm trong quá trình tạo rãnh.
-
Ép bánh cán vào ống
- Máy điện: động cơ quay làm bánh cán ép lên thành ống.
- Máy thủy lực: piston hoặc xi lanh tạo lực ép ổn định và mạnh mẽ, giúp bánh cán tạo rãnh đồng đều.
-
Tạo rãnh trên ống
- Bánh cán ép vào thành ống, vật liệu ống bị biến dạng cục bộ tại vị trí tiếp xúc, hình thành rãnh tròn quanh ống.
- Chiều sâu và vị trí rãnh có thể điều chỉnh trước khi ép để đạt tiêu chuẩn kỹ thuật, đảm bảo kết nối khớp nối rãnh hoặc phụ kiện ren sau này.
-
Hoàn thiện rãnh
- Sau khi bánh cán hoàn thành vòng quay, rãnh trên ống đạt kích thước chuẩn, bề mặt nhẵn và đều.
- Máy dừng, ống được tháo ra và sẵn sàng lắp khớp nối rãnh hoặc phụ kiện.
Đặc điểm nổi bật của nguyên lý này:
- Nhanh và chính xác: thời gian tạo rãnh chỉ từ 30–40 giây tùy kích thước ống.
- Không loại bỏ vật liệu: ống được cán lạnh, không tạo phoi hay mạt kim loại.
- Độ kín khít cao: rãnh đồng đều, giúp khớp nối rãnh ép kín, ngăn rò rỉ.
Nguyên lý này giúp máy cán rãnh ống điện trở thành thiết bị quan trọng trong thi công các hệ thống PCCC, cấp thoát nước, HVAC và cơ điện, thay thế hoàn toàn cho phương pháp hàn hoặc tiện ren truyền thống.
Hướng dẫn sử dụng Máy Cán Rãnh Ống Điện
Để đảm bảo an toàn và hiệu quả khi vận hành máy cán rãnh ống điện, cần thực hiện đúng quy trình sau:
1. Chuẩn bị trước khi vận hành
- Kiểm tra máy: đảm bảo bánh cán, động cơ và hệ thống dẫn hướng không bị hư hỏng.
- Chuẩn bị ống thép: cắt thẳng, sạch và có kích thước phù hợp với phạm vi cán rãnh của máy.
- Chuẩn bị dụng cụ đi kèm: cờ lê, thước đo, bộ căn chỉnh độ sâu rãnh.
- Đảm bảo nguồn điện phù hợp.
2. Lắp ống vào máy
- Đặt ống giữa bánh cán trên và bánh cán dưới.
- Sử dụng hệ thống dẫn hướng và kẹp cố định ống, đảm bảo ống thẳng và không lệch tâm.
- Căn chỉnh vị trí rãnh theo yêu cầu kỹ thuật.
3. Điều chỉnh máy
- Chỉnh độ sâu rãnh bằng vít điều chỉnh hoặc núm căn chỉnh.
- Kiểm tra lực ép, đảm bảo bánh cán ép đều quanh ống.
- Với máy thủy lực, kiểm tra áp lực bơm và van điều khiển.
4. Vận hành máy
- Bật công tắc nguồn.
- Máy bắt đầu quay bánh cán và dùng cần ép tạo rãnh trên ống.
- Quan sát quá trình cán: rãnh phải đều, không bị trượt hoặc lệch.
5. Hoàn thiện
- Khi rãnh đã đạt tiêu chuẩn, tắt máy và tháo ống ra khỏi kẹp cố định.
- Kiểm tra kích thước rãnh bằng thước đo hoặc cữ mẫu.
- Nếu rãnh chưa đạt yêu cầu, điều chỉnh lại độ sâu và cán lại.
6. Lưu ý an toàn
- Luôn sử dụng đồ bảo hộ (găng tay, kính bảo hộ, giày bảo hộ).
- Không vận hành máy khi tay ướt hoặc máy có dấu hiệu hỏng hóc.
- Không đứng trực diện với bánh cán khi máy đang chạy.
- Thường xuyên bảo dưỡng: bôi trơn bánh cán, kiểm tra kẹp giữ và hệ thống điện/thủy lực.
Một số vấn đề thường gặp Máy Cán Rãnh Ống Điện và khắc phục
Dưới là những trường hợp thường gặp khi sử dụng máy tạo rãnh ống điện:
1. Rãnh ống không đồng đều
- Nguyên nhân: Ống không được cố định thẳng, bánh cán lệch tâm, lực ép không đều.
- Cách khắc phục: Căn chỉnh ống thẳng, kẹp chặt; kiểm tra và điều chỉnh bánh cán trước khi vận hành.
2. Bề mặt rãnh bị trầy xước hoặc biến dạng
- Nguyên nhân: Bánh cán bị mòn, bề mặt ống không sạch hoặc quá cứng.
- Cách khắc phục: Vệ sinh ống trước khi cán, thay bánh cán mới khi mòn; chọn máy phù hợp với vật liệu ống.
3. Máy rung lắc hoặc kêu to khi vận hành
- Nguyên nhân: Ống không được cố định chắc chắn, máy đặt trên mặt phẳng không bằng.
- Cách khắc phục: Đặt máy trên nền chắc chắn, kẹp ống đúng vị trí; kiểm tra và siết chặt các bu-lông, vít của máy.
4. Rãnh quá sâu hoặc quá nông
- Nguyên nhân: Điều chỉnh độ sâu rãnh không đúng, lực ép bánh cán không phù hợp.
- Cách khắc phục: Kiểm tra và điều chỉnh núm căn chỉnh độ sâu; thử trên ống mẫu trước khi cán hàng loạt.
5. Rò rỉ hoặc khớp nối không kín khi lắp phụ kiện
- Nguyên nhân: Rãnh không đạt tiêu chuẩn, ron làm kín (gasket) không đúng kích thước.
- Cách khắc phục: Kiểm tra kích thước rãnh bằng thước đo; sử dụng ron đúng tiêu chuẩn và ép đều khi lắp khớp nối.
6. Máy không chạy hoặc động cơ yếu
- Nguyên nhân: Nguồn điện không ổn định, động cơ hỏng, hoặc hệ thống thủy lực mất áp lực.
- Cách khắc phục: Kiểm tra nguồn điện, cầu chì; bảo dưỡng động cơ; với máy thủy lực, kiểm tra áp suất bơm và dầu thủy lực.
Hướng dẫn bảo dưỡng Máy Cán – Máy Tạo Rãnh Ống Điện
Để máy hoạt động ổn định, kéo dài tuổi thọ và đảm bảo rãnh ống đạt tiêu chuẩn kỹ thuật, cần thực hiện bảo dưỡng định kỳ theo các bước sau:
1. Vệ sinh máy
- Lau sạch bụi, mạt kim loại và dầu mỡ trên bề mặt máy, đặc biệt là bánh cán và rãnh dẫn ống.
- Đảm bảo không để vật cứng hoặc chất bẩn kẹt vào cơ cấu bánh cán hoặc hệ thống dẫn hướng.
2. Kiểm tra và bảo dưỡng bánh cán
- Kiểm tra độ mòn, trầy xước trên bánh cán.
- Bôi trơn bánh cán định kỳ bằng dầu chuyên dụng để giảm ma sát và ngăn mài mòn.
- Thay bánh cán mới nếu rãnh không còn đồng đều hoặc bánh bị hư hỏng.
3. Bảo dưỡng hệ thống kẹp và dẫn hướng
- Kiểm tra vít, bu-lông, thanh dẫn hướng để đảm bảo không bị lỏng.
- Bôi trơn thanh dẫn hướng và cơ cấu kẹp để máy vận hành êm và ống cố định chắc chắn.
4. Kiểm tra động cơ và hệ thống điện
- Máy điện: kiểm tra nguồn điện, công tắc, dây điện, cầu chì.
- Máy thủy lực: kiểm tra áp lực bơm, dầu thủy lực, van điều khiển.
- Làm sạch quạt, cánh tản nhiệt, tránh quá nhiệt.
5. Kiểm tra và điều chỉnh độ sâu rãnh
- Thường xuyên kiểm tra cữ căn chỉnh độ sâu rãnh để đảm bảo rãnh luôn đạt tiêu chuẩn kỹ thuật.
- Điều chỉnh trước khi cán hàng loạt để tránh sai số.
6. Lưu trữ máy khi không sử dụng
- Đặt máy nơi khô ráo, tránh ẩm ướt và ánh nắng trực tiếp.
- Che phủ máy bằng bạt hoặc vỏ bảo vệ để ngăn bụi và ăn mòn.
Lưu ý an toàn khi bảo dưỡng
- Luôn ngắt nguồn điện trước khi vệ sinh hoặc bảo dưỡng.
- Đeo găng tay và kính bảo hộ khi tháo lắp bánh cán hoặc các bộ phận cơ khí.
- Thực hiện bảo dưỡng định kỳ, ít nhất 6 tháng/lần hoặc theo tần suất sử dụng để đảm bảo hiệu quả và tuổi thọ máy.

Mua Máy Cán Rãnh Ống Điện WPT Ở Đâu Giá Rẻ
Máy Cán Rãnh Ống Điện là thiết bị chuyên dụng trong ngành cơ điện, PCCC và xây dựng công nghiệp, giúp tạo rãnh trên ống thép để kết nối nhanh chóng và an toàn bằng phương pháp khớp nối rãnh (grooved coupling).
Thép Vinh Phú là nhà phân phối các loại máy cán rãnh, tạo rãnh được phổ biến hiện nay. Để được tư vấn và báo giá chính xác nhất, vui lòng liên hệ cho chúng tôi
Hotline: 0933 710 789 để được tư vấn chi tiết.
Ngoài ra, bạn có thể tải Catalogue Grooved WPT để biết thêm thông tin sản phẩm và các phụ kiện nối ren thương hiệu uy tín WPT.
CÔNG TY CỔ PHẦN THÉP VINH PHÚ
Nhà phân phối thép & thiết bị PCCC hàng đầu tại Hà Nội và trên toàn quốc
- Điện thoại: 0933.710.789 – 0934.297.789
- Email: ketoanthepvinhphu@gmail.com
- Website: www.thepvinhphu.com

